Two industrial giants can both believe in control and still mean very different things by the word. Andrew Carnegie built his steel empire by owning every input — mines, coke ovens, rail lines, and furnaces — and squeezing margin out of each transition. Henry Ford built his empire by reorganizing time itself, turning the assembly line into a machine that multiplied output faster than any vertical integration chain alone could match.
Hidden Fortunes is interested in what sits below the surface of both stories. The real question is how production architecture, integration logic, and the organization of scale became the deeper mechanisms that made each advantage durable — and what happens when you compare two different answers to the same underlying question about industrial power.
The World Before the Fortune
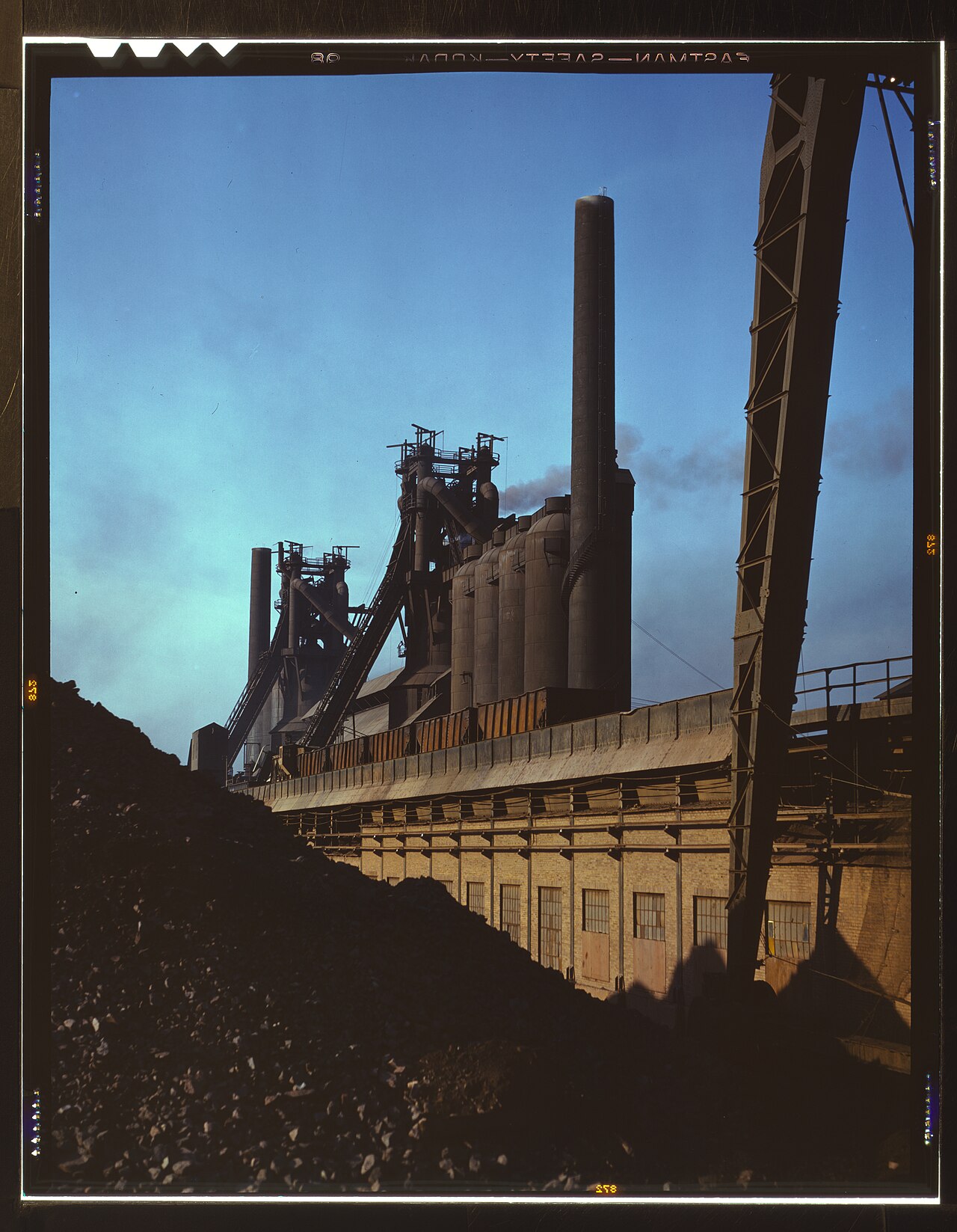
American industry moved from the steel age into the assembly-line age without abandoning the desire for total control. What changed was the shape of the machine, the rhythm of labor, and the way scale translated into margin and market power. Carnegie operated in a world where raw materials were the constraint. Whoever owned the supply chain could dictate terms to every downstream buyer.
Carnegie’s rise from Pittsburgh immigrant to steel baron followed a consistent logic: identify where cost could be driven below every competitor’s floor, then use that cost advantage to survive downturns that destroyed rivals. Vertical integration was not an ideology for him. It was a survival mechanism that happened to produce extraordinary scale.
Ford operated in a different bottleneck era. Raw materials were becoming more accessible. The constraint was throughput — how quickly you could convert inputs into finished goods and push them into a market that had never existed before. The assembly line was Ford’s answer to that bottleneck, and it created a form of industrial leverage that Carnegie’s system was not designed to replicate.
The Rise
Carnegie’s edge came from integrating steel production tightly enough to crush cost and gain leverage over rivals. By owning every stage from iron ore to finished rail, Carnegie could set internal transfer prices that made his competitors’ cost structures look fragile. When prices fell — and in the steel industry, they fell regularly — Carnegie kept cutting, kept investing, and kept surviving while others sold or went bankrupt.
The result, as the Carnegie vs Rockefeller comparison reveals, was an industrial system that competed primarily against itself. Carnegie’s greatest rival in the cost-reduction game was his own previous quarter. Every efficiency gain became the new baseline. Every capital investment was justified by the margin it would destroy at competitors who couldn’t match it.
Ford’s rise followed different logic but produced a similar outcome. The moving assembly line, introduced at the Highland Park plant in 1913, cut production time for a Model T from over twelve hours to under two. That compression of time was not merely an operational improvement. It was a structural rearrangement of who could compete in the automobile market and who could not.
The Expansion of Power
That is what makes the comparison useful for Hidden Fortunes readers. It shows that industrial empire is not a single template. It is a strategic response to where control can be made most total within a given technological environment. Carnegie’s vertical integration made sense in an era when supply-chain fragility was the dominant risk. Ford’s assembly-line system made sense in an era when throughput speed was the dominant competitive variable.
Carnegie expanded by acquiring adjacent links in his production chain — sometimes through purchase, sometimes through building from scratch, sometimes by starving competitors of capital until they had no choice but to sell. The logic was always the same: own the input before someone else can use it as leverage against you. By the time J.P. Morgan bought Carnegie Steel in 1901, the company was so deeply integrated that disassembling it would have been nearly impossible.
Ford’s five-dollar day wage strategy revealed how the assembly-line system extended beyond the factory floor. By paying workers enough to buy the products they built, Ford created a demand feedback loop that gave him leverage over the consumption side of the market as well as the production side. This was expansion of a different kind — not vertical integration but something closer to market-creation by design.
The Hidden Strategy Behind the Fortune
The hidden strategy behind both fortunes was the same in structure even if different in execution: treat the production system itself as the real empire, not the products it generates. Carnegie’s steel was not the asset. The cost curve was. Ford’s cars were not the asset. The assembly line was. Both men understood, at an operational level that most of their contemporaries did not, that the machine that makes the product is worth more than any individual product it makes.
This is where the article stops being a narrative and becomes a framework. The visible subject is the contrast between Carnegie’s and Ford’s industrial systems. The durable business lesson is that power compounds fastest when it sits beneath the headline rather than inside the headline. Carnegie’s vertical integration was invisible to consumers, who simply saw cheap steel. Ford’s assembly discipline was invisible to buyers, who simply saw an affordable car.
In both cases, what made the advantage durable was not the product quality or the brand reputation. It was the structural position that allowed each man to run a production system his rivals could not replicate at equivalent cost. That structural position took years to build and could not be acquired or copied in a single competitive move.
The Cost, Risk, or Collapse

Both systems extracted enormous human and political cost. Total production control creates extraordinary efficiency, but it also concentrates bargaining power and narrows the space where labor, communities, or competitors can resist. The Homestead Strike of 1892 made the human cost of Carnegie’s system visible in ways that his philanthropy never fully offset. The Ford Service Department — Henry Ford’s internal security operation — became a byword for industrial authoritarianism.
The risks were also structural. Carnegie’s vertical integration was efficient precisely because it was inflexible. A system optimized for one production logic does not adapt easily when the underlying technology shifts. Ford’s assembly-line model faced the same brittleness when consumer preferences diversified beyond what a single standardized product could satisfy. General Motors, offering annual model changes and consumer choice, eventually outmaneuvered Ford on the demand side in ways his production discipline could not answer.
This is why the story should be read with strategic admiration and structural caution simultaneously. The same concentration of control that created the advantage also created the fragility. Industrial empires optimized around a single bottleneck remain vulnerable to any force that redefines where the bottleneck lies.
Lessons for Modern Business Readers

1. Identify the governing bottleneck
Carnegie found it in raw material costs. Ford found it in production time. Both built their empires by dominating the bottleneck their era made most consequential. The question for any modern builder is the same: where does the real constraint on scale sit, and who currently owns it?
2. The system is the asset, not the product
Carnegie’s steel and Ford’s cars were both outputs of production systems that were the actual source of competitive advantage. Both men understood this. Most of their rivals focused on the output and never understood why they couldn’t match the economics.
3. Integration logic must match the era’s constraint
Vertical integration works when supply-chain fragility is the primary risk. Assembly-line speed works when throughput is the primary constraint. The correct form of control changes as the bottleneck shifts. Applying the wrong architecture to the right problem produces expensive rigidity rather than durable advantage.
4. Total control creates total brittleness
Both Carnegie and Ford built systems so optimized around one logic that they became structurally vulnerable when the environment shifted. The lesson is not to avoid total control but to build it with awareness of the conditions that make it powerful — and the conditions that will eventually make it obsolete.
5. The comparison clarifies what the biography obscures
Studying Carnegie or Ford alone makes each look like a singular genius. Studying them together reveals that their strategies were responses to structural conditions, not inventions of individual character. That distinction matters enormously for anyone trying to build something durable rather than merely impressive.
6. Modern equivalents are everywhere
Amazon’s logistics integration echoes Carnegie. Apple’s supply-chain control echoes Ford’s assembly discipline. The specific technologies change, but the underlying logic — own the layer that makes everyone else dependent — recurs across every industrial era.